Технологічні особливості видалення зварювальних швів за допомогою фібрового круга
Під час зварювання металів формуються шви. Якісне зачищення дозволяє отримати естетичний зовнішній вигляд конструкції та взагалі прибрати сліди зварювання. З’являється можливість видалити шматочки шлаку, які потрапили в шов з металу. Також буває, що під час зварювання поверхні деталей нагріваються нерівномірно, через що в матеріалі виникає залишкова напруга. Обробка швів нормалізує структуру. Врешті-решт, за допомогою цієї операції усувають грубі дефекти та отримують рівну поверхню, яку потім лишається заґрунтувати та пофарбувати. Видалити зварювальний шов можна за допомогою фібрового круга виробництва компанії 3М. Широкий асортимент таких абразивних дисків пропонується у магазині офіційного дистриб'ютора в Україні — компанії INTA: https://inta.pro/ua/fibrovye-krugi.
Зачищення зварювального шва фібровим кругом
Для видалення зварювального шва за допомогою фібрового круга потрібні:
- Кутова шліфувальна машина («болгарка») зі швидкістю 10 – 12 тисяч обертів на хвилину.
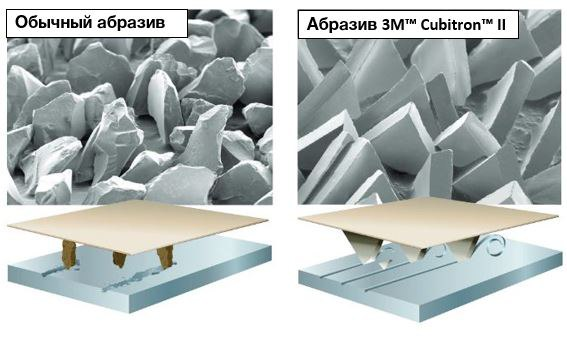
- Фібровий круг необхідної зернистості 3М 125 мм, з абразивом точної форми Cubitron™ II.
- Ребристе оправлення для фібрових дисків.
Вибір саме 3М Cubitron пояснюється тим, що круги, зроблені за цією технологією, мають зерна точної форми, які заточується самостійно в процесі роботи. Вони завжди гострі, тому поверхня металу не перегрівається, а сам інструмент працює швидше і довговічніше.
Етапи процесу
Насамперед на КШМ слід встановити оправлення. Потім на підкладку встановлюють фібровий шліфувальний диск, який надійно фіксують за допомогою притискної гайки.
Щоб якісно видалити зварювальний шов за допомогою круга на фібровій основі, необхідно тримати КШМ так, щоб між абразивним диском та поверхнею, що оброблюють, завжди зберігався кут 15 – 20°. Завдяки цьому для зачищення матеріалу буде використана максимальна площа круга. Як наслідок, робота піде швидше, а інструмент працюватиме довше. Зняття шва слід виконувати зворотно-поступальними рухами з невеликим притиском. Не треба затримувати диск на одному місці довше ніж на 1 – 2 секунди, бо так можна зняти зайвий метал та пошкодити поверхню. До того ж може з’явитися припік.

Для такої роботи рекомендовані КШМ з кількістю обертів не більш як 10 – 12 тисяч на хвилину. Обробка торцевою частиною диска заборонена, бо значно збільшується ризик передчасного зношення інструменту або руйнування оправлення.
Техніка безпеки
Перед роботою варто оглянути фібровий круг та впевнитися, що він не має механічних пошкоджень у вигляді тріщин чи сколів. Якщо є хочаб незначні дефекти, слід взяти інший диск. КШМ повинна бути обладнана захисним кожухом. Не можна знімати шви всією площиною круга, кут між диском та поверхнею має бути не менше, ніж 15 – 20°. При роботі з абразивними матеріалами обов'язково використовуйте засоби індивідуального захисту (ЗІЗ) 3M, для того, щоб виключити ризик травмування та зробити роботу безпечною.
Для зачисних фібрових кругів застосовуйте ЗІЗ органів зору та дихання, в деяких випадках необхідно використовувати протишумні вкладки.
Ознайомитись з детальною інструкцією від наших фахівців щодо безпечної технології використання абразивних матерівлів можна за посиланням https://inta.pro/upload/docs/ru/bezopasnost-pri-rabote-s-abrazivnymi-materialami.pdf
Також рекомендуємо: